By Matthew Wirth
Back in 1979 on my first day of physics class, the first problem the professor proposed to the class was this thought- provoking one: “There is a constant rain outside and you need to get from here in the science building over to your next class in the civil engineering building. Will more raindrops hit you if you walked or if you ran to your next class?” I think what he was truly asking was: “Do second-year engineering students possess any common sense?” This was a valid question. You can image all the profound looks and deep thought going on in the room, reasoning through this dilemma. This must be a trick question? The answer was simple, but simple sometimes confuses great minds. Here is the answer: Run, genius, run! The rain is falling at a constant rate; the only variable is the amount of time you spend in the rain—how fast are you moving? The less time you spend out in the rain, the drier you will be. Many brilliant future engineers got extremely wet looking up into the rain, pondering the possibilities. An object exposed to a constant event remains exposed to that event based on the time it remains within the event. Simply put, the longer you stand out in the rain, the wetter you will get. Remember this theory.
Theory and practice
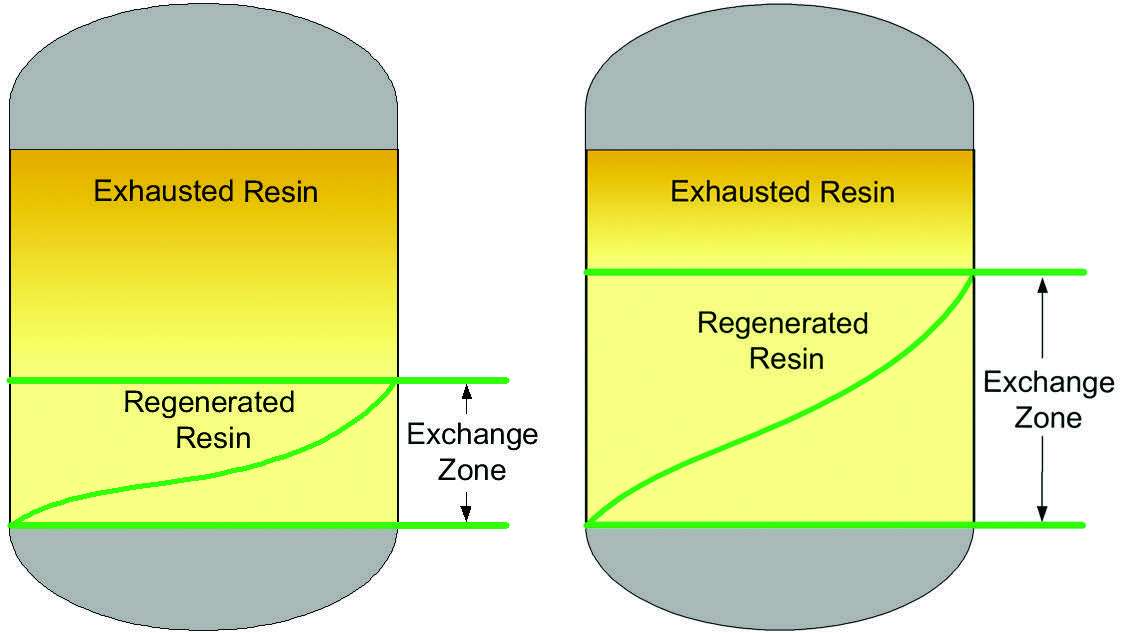
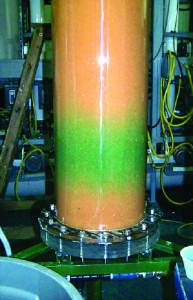
For this discussion, we will look at water softening. As a volume of water passes through an ion exchange bed (water softener), exposure to the resin bed (contact time) is a factor of how fast water moves through the resin. Flowrate is one of the major determining variables in sizing a water softener. Ion exchange is not instantaneous. The faster water passes through resin, the more resin it must pass through to become soft. The depth of the resin band required to soften water is the reaction zone.1 Regenerated resin available to soften the water is the exchange zone (see Figure 1). It is important to know this because as a water softener exhausts, there is less charged resin in the ion exchange column (the ion exchange zone decrease), and the possibility of water bypassing the resin untreated increases.
Water temperature and rate of ion exchange
Another determining factor in softening rates and, therefore, the speed at which resin beads collect water hardness and release sodium ions, is temperature. When two chemicals react, their molecules have to collide with each other with sufficient energy for the reaction to take place. This is collision theory. The two molecules will only react if they have enough energy. In warmer water, the energy levels will raise for the molecules involved in the reaction. Increasing temperature means the molecules move faster, increasing the kinetics of the resin. In very cold water, say in Minnesota in January, the reaction rate is slower than in Arizona in July. Increasing temperature increases the diffusion rate of ions. This makes the ion exchange reactions occur faster, leading to narrower reaction zones.
TDS effect on ion exchange
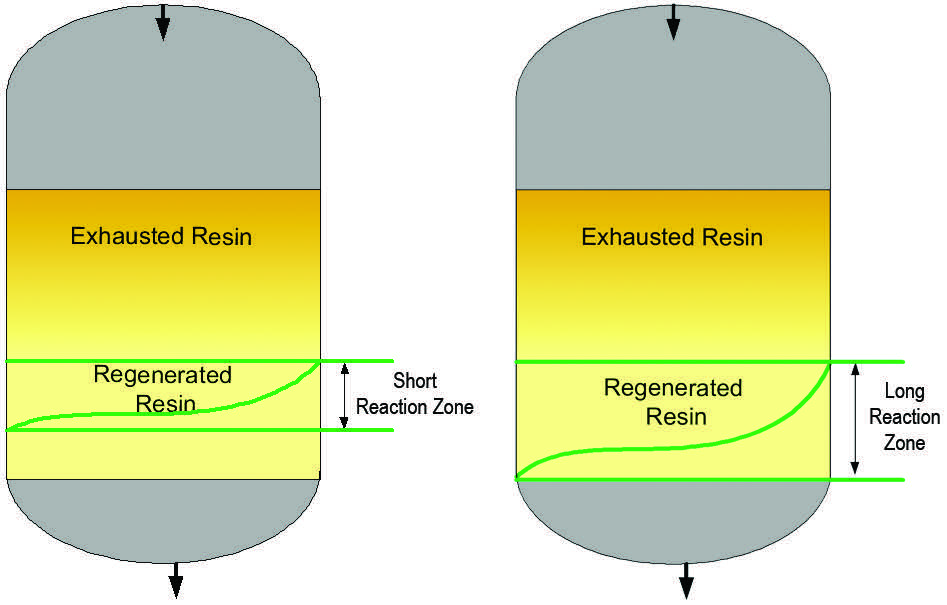
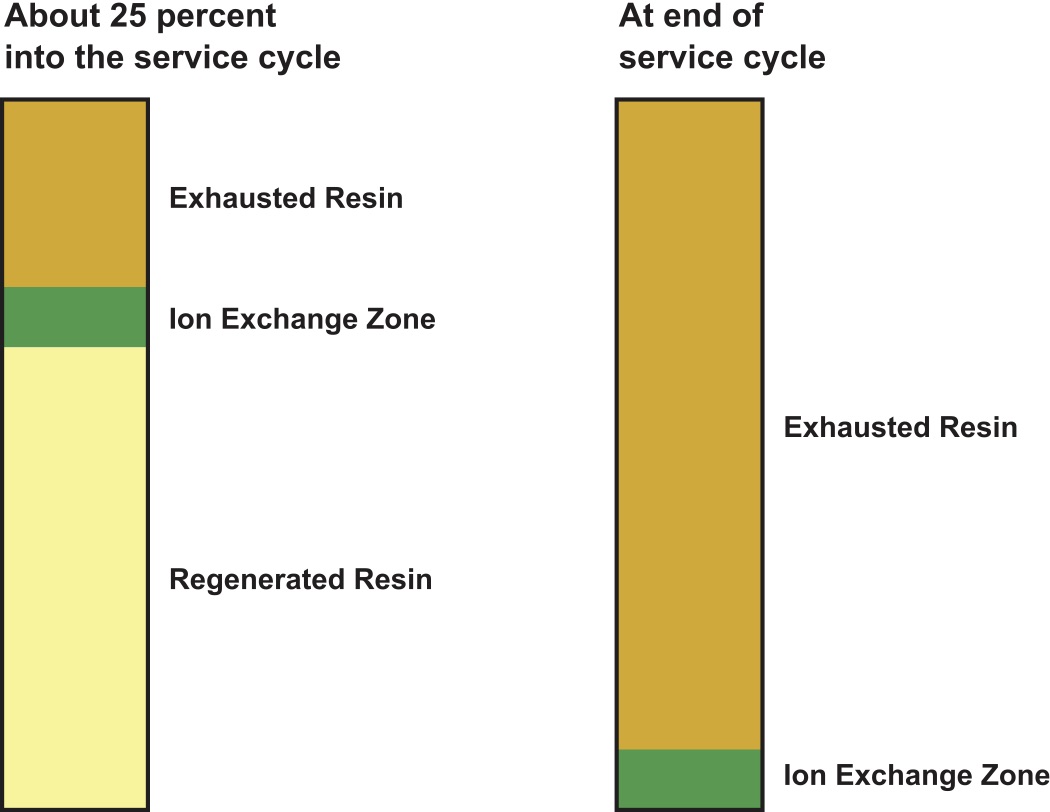
Feed water TDS plays a role in the effective capacity of water softeners. As TDS increases, capacity decreases. High TDS water hinders the ion exchange reaction. Water over 1,000 ppm of TDS creates challenges for producing high-quality soft water (< three ppm). In high-TDS water, the reaction zone increases in depth, and the hardness front reaches farther down into the resin bed. When the resin can no longer load hardness onto the resin before the water passes through the remaining exchange zone, the breakthrough of hardness increases with an increase in flowrate. A correctly designed water softener will exhaust evenly throughout the resin bed. The term plug flow describes how resin exhausts in an even plug from top to bottom throughout the resin bed. The reaction zone is the depth of resin required to reduce the inlet impurity to the desired treatment level (see Figure 2). As water flow increases through the resin, the depth required to soften the water expands—the reaction zone is deeper. The depth of resin required to soften water flowing at five gpm/ft.2 (18.92 L/m) is less than the depth of resin needed to soften water flowing at 20 gpm/ft.2 (75.70 L/m). Higher flow requires a deeper reaction zone (see Figures 3 and 4). Imagine a resin column 30 inches (76.2 cm) deep. The available treatment zone when the softener is fully charged is 30 inches. When the resin column exhausts, the available ion exchange zone is only a few inches. Depending on the application, maximum flowrate events that occur at the end of a service may create significant hardness breakthrough (see Figure 5). When a resin bed is fully charged, it has the maximum depth available for ion change. At slower flow rates, the ability to utilize a maximum portion of the available resin improves. Increasing a system’s capacity to produce quality soft water due to more capacity per regeneration is accomplished with a slower flowrate. An increase effectively lessens the ability of the softener to produce quality soft water. In the case of excessive volumetric flows (> 10 gpm/ft.3), the capacity of the softener goes down. The total capacity of resin is not a constant at all flowrates.
Simply put, the speed at which water (and therefore, hardness ions) passes through resin is the kinetic rate. Kinetic bypass is the slippage of ions (hardness) in feedwater past the resin beds and into the treated water. The cause of kinetic bypass is the inability of the resin to exchange hardness fast enough before it passes through the water softener. This happens because the diffusion rate (the rate that ions exchange in the resin bead) is a constant (unchanging). Factors that affect kinetic bypass include:
- • Salt per cubic foot
- • Bead size
- • Flowrate
- • Bed depth
- • Selectivity
- • Temperature
Establishing system capacity
In designing a water softener, the required quality of the treated water determines maximum flowrate and system capacity. Just because a control valve will pass 100 gpm at 15-psi (378.54-L/m) pressure loss, does not mean that 100 gpm (378.54 L/m) of soft water will exit the water softener. Just because the resin has the capacity to load 28,000 grains of hardness when regenerated with 10 pounds (4.5 kg) per cubic foot of NaCl, does not mean that water can pass through the resin at 20 gpm (75.7 L/m) per square foot with 5,000 grains of remaining capacity and the water will come out completely soft.
For the purely scientific-minded, ion exchange or water softening is a mass transfer event. The ion exchange process is loading a mass of hardness ions on the resin beads’ functional groups. In exchange, a similar mass of sodium ions release into the treated water. “In engineering, the mass transfer coefficient is the diffusion rate constant that relates the mass transfer rate, mass transfer area, and the concentration gradient as driving force.”2 The following equation will calculate the depth of the reaction zone, or consult knowledgeable engineers working for resin and equipment manufacturers—a better idea for the simple approach.
kc = n•A / A ΔCA
Where:
kc is the mass transfer coefficient [mol/(s•m2)/(mol/m3)
or m/s]
n•A is the mass transfer rate [mol/s]
A is the effective mass transfer area [m2]
ΔCA is the driving force concentration difference [mol/m3]
Troubleshooting flowrate issues
In real-world applications, one troublesome residential service issue is that water is soft and then it is not. In a common scenario, the technician checks the soft cold, and the water is good. Next, he checks the soft hot, and hardness is three grains. The machine is working properly; feedwater hardness is consistent with the records. Capacity is set correctly. What is going on? It is very possible that at the end of the service run, the flowrates exceed the available reaction zone and hardness is slipping through the softener. At this point, one should review the variables for creating soft water. Remember, the resin in the bottom of the bed is partially exhausted and the reaction zone deepens at the end of the service cycle. Actual capacity to produce soft water may be incorrect; consider lowering the capacity setting.
In another scenario, the head of maintenance is looking to cut operation and maintenance costs in a facility. Water softeners are requested to be set as efficiently as possible to utilize all available capacity. Two weeks later, the kitchen is complaining the stainless steel dishwasher and all the stainless surfaces have lime build-up. HVAC chemical and soap vendors blame softeners for failure of their products. The equipment has 10 cubic feet of resin in a 24-inch (60.96-cm) diameter tank and the capacity is only set at 280,000 grains. The salt setting is correct for the published capacity. What is wrong? The ability to produce high-quality (less than three ppm) soft water depends on a number of variables including, but not limited to, hardness level, water temperature, TDS, brining, etc. Trying to maximize salt efficiency and achieve maximum service flows at the end of a service run can produce water with a higher than desired hardness.
Conclusion
If the intent is to make true soft water (less than three ppm of hardness), then it is imperative that the water passes through the resin beads at rates where the hardness ions have adequate time to react to the resin beads. Just as it is a poor idea to redline your car at 8,000 rpm because the tachometer goes that high, it’s not good sense to build water softeners to run at a flowrate if the reaction zone needed to treat that flowrate is unavailable halfway through the service cycle. If you want to stay dry in the rain, then run fast—or buy an umbrella. If you want to get wet and enjoy a walk in the rain, slow down. If you want to produce quality soft water, slow down.
Acknowledgement
Special thanks to Frank DeSilva for providing information on mass transfer and equations and technical support and Francois de Dardel’s website, www.dardel.info/IX for inspiration for the graphics.
Reference
1. http://www.Culliganmiami.com
2. http://www.wcponline.com/pdf/June_Michaud.pdf
About the author
S Matthew Wirth is Regional Sales Manager/Dealer Development for Hellenbrand, Inc. He has spent 30 years as a water professional since earning his BA from Concordia University in St. Paul, MN, and engineering training from the South Dakota School of Mines & Technology in Rapid City, SD. For additional information, contact Wirth by phone (608) 849-3050, fax (608) 849-7389 or email [email protected].





