By Ryan Lessing
The use of reverse osmosis systems in the water conditioning industry continues to grow. As more systems are placed into service, it is important for water quality professionals to broaden their understanding of this technology. This introductory article is written to help trade professionals improve their familiarity with RO systems that use a feed pump to deliver 130- to 200-psi feed pressure to the membranes. Although some of this information may apply to under-counter residential systems, the intent of this article is to cover the subject of whole-house/commercial-type systems used in city water applications. Private, non-regulated water supplies may contain other impurities, such as high levels of organics, iron, manganese, hydrogen sulfide and other constituents that may affect RO membrane performance and life but are not discussed in this article.
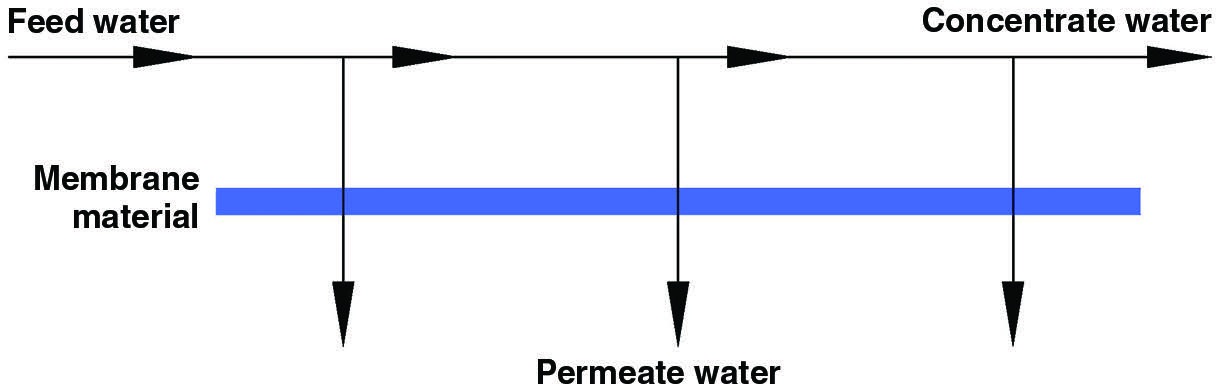
RO is a process where water is fed into a semi-permeable membrane. At the membrane surface, the water is separated from its total dissolved mineral content. At this point in the process, the purified water, upon passage through the membrane, is captured and becomes permeate water (also referred to as product water) and the wastewater is sent to drain (see Example 1).
TDS often found in water primarily consist of calcium, magnesium, sodium and potassium cations, along with chloride, sulfate, silicate and bicarbonate anions. Also present in the water are small amounts of organic material, dirt, clay, silt, mineral particulate and microbes, along with multiple trace cations and anions. These trace constituents could be iron, strontium, barium, nitrate, lead, copper, fluoride, manganese…the list goes on. A thorough water analysis is the best start to any RO project and also serves as a useful tool to diagnose problems with systems that are currently in operation. It helps to ensure the pretreatment is sized and selected properly and helps set guidelines for permeate rates and overall system recovery.
Pretreatment
Pretreatment for most RO systems can be broken down into four pretreatment types:
Sediment control
The prefilter itself on a factory-assembled RO system should not be relied upon as the sole sediment control for the system. A media-type, backwashing sediment filter is preferred as the first piece of equipment in the pretreatment lineup and also serves as protection for other pretreatment technologies where higher sediment is present. Ideally, the sediment control method should be selected to ensure a silt density index (SDI) value of three or lower. SDI is discussed later under the topic of flux rates. If not addressed, SDI values exceeding three can cause premature membrane plugging. The RO system needs to be locked out when the sediment filter backwashes so that sediment is not or high SDI values are not present in the RO feedwater.
Dechlorination
Usually done with activated carbon sized at 3.7 gpm (gallons per minute) per cubic foot of carbon service flowrate. The carbon filter must be sized to meet the demand of the RO system feed flowrate, not the permeate rate or gallon per day the system is rated to produce, as these are two very different flowrates. The feed flowrate will always be larger than the permeate rate. Activated carbon also reduces organics; however, much lower flowrates are required to achieve organic reduction. The RO needs to be locked out when the carbon filter backwashes so chlorinated water does not damage the RO membranes. Sodium metabisulfite chemical injection can also be used for dechlorination, injected at two ppm (parts per million) per every ppm of free chlorine. The sediment and carbon filters need to be programmed to backwash at different times. This will ensure ample water volume and pressure is available for backwashing each filter. Locking the RO out, so that it cannot operate while the sediment and carbon filters are backwashing, ensures the RO pump will not cavitate if these filters do not have an automatic bypass feature. If the filters have an automatic bypass feature, then the RO system should shut down regardless to prevent membrane damage from chlorine and sediment.
Scale control
This is most commonly accomplished by traditional water softeners. The softener should be a twin, alternating system unless RO feedwater demand is low, water hardness is low, proper permeate storage exists and the RO can be locked out by the softener during regeneration. The injection of antiscalant chemicals in lieu of softening is also a popular means of scale control. A mineral analysis is especially important when using chemical antiscalants because all minerals and metals are still in the feedwater. Therefore, the system recovery will be dependent on the levels of these constituents and the performance of the antiscalant chemical. Without some form of scale control, an RO membrane could scale in a matter of hours, depending on feedwater chemistry and system recovery.
Biological control
An ultraviolet (UV) sterilizer, which produces 254 nanometer germicidal UV radiation and doses at 30,000 microwatt seconds per cm2, is a good defense against general microbes. Microbes can form biofilms on the membrane surface, which reduces permeate production. The UV system should be prefiltered with a five-micron cartridge filter so that UV transmittance into the water is maximized. If a traditional water softener is employed as the scale control method for the RO system, then the UV sterilizer will receive the added benefit of reduced scale formation on the UV’s quartz sleeve. This will improve UV transmittance into the water and reduce quartz sleeve cleaning intervals, so the UV system should be installed after the water softener. If an antiscalant chemical is being used, instead of the traditional water softener for membrane scale control, check with the antiscale manufacturer to confirm that the UV system will not have an adverse effect on the performance of the antiscalant chemical.
Percent recovery
A lot of emphasis is placed on the percent recovery at which the RO operates. If an RO is being fed two gpm and it sends one gpm to drain (reject) and one gpm to the permeate water tank, this is known as 50-percent recovery. The percent recovery of an RO can be calculated by:
Permeate gpm / feedwater gpm x 100 = % recovery
If an RO is producing 6.5 gpm permeate and 3.5 gpm reject (6.5 + 3.5 = 10), then the feed flow is 10 gpm. Therefore, the recovery is 6.5 / 10 x 100 = 65%. Recovery is important because all dissolved salts in water have a limitation on how high they can be concentrated in the membranes and remain dissolved. The water chemistry in an RO system changes from the feed end of the membrane to the reject end. Wastewater from an RO system has a higher TDS than the system’s feedwater. The difference in TDS between the feedwater and the drain water is directly related to the recovery rate at which the RO is operating. If an RO is being supplied water with a TDS of 500 ppm and it is operating at 50-percent recovery, the waste stream will have a TDS of 1,000 ppm. At 60-percent recovery, the wastewater TDS will be 1,250 ppm and 2,000 ppm at 75-percent recovery. An RO system will have a higher probability to foul or scale at high recovery rates. As the TDS of the water in the membranes increase, less soluble minerals will begin to form precipitated mineral scale on the membrane surface.
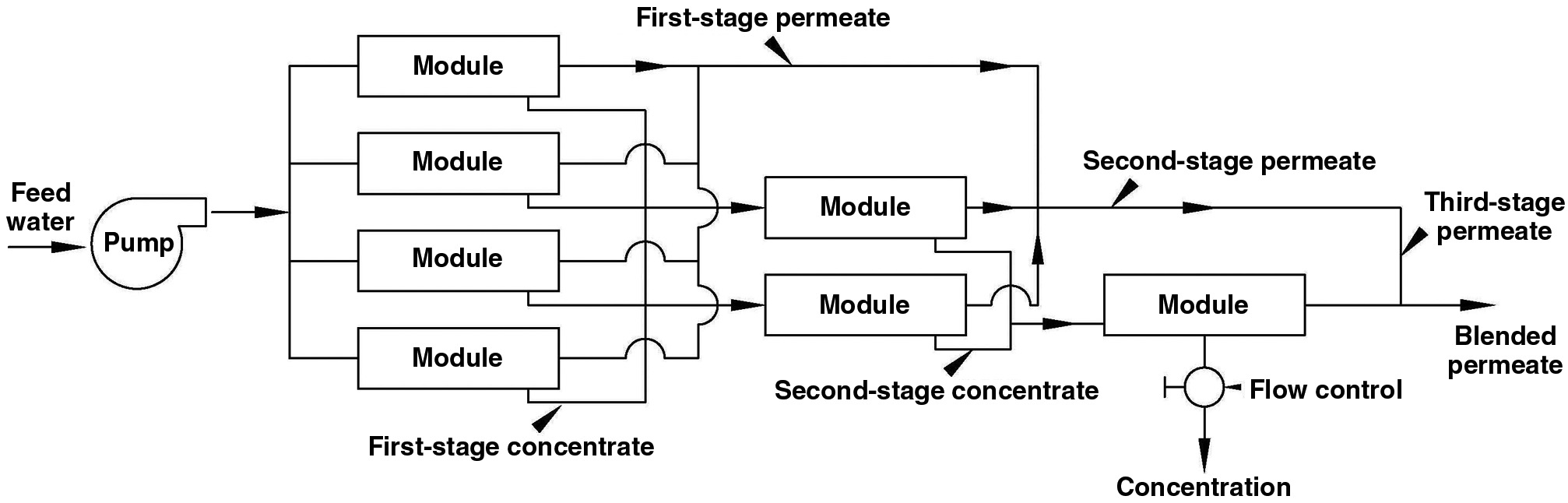
Example 2 shows a typical flow path through a multi-stage commercial RO system. This particular type of configuration is known as a 4:2:1 array. A pump feeds the first four membrane housings in parallel. The wastewater from these four membrane housings provides the feedwater for the second stage, which consists of two membrane housings fed in parallel. The wastewater generated by these two second-stage membrane housings provides the feedwater to the last or third stage. The reject water leaving the third-stage membrane has the highest TDS. Because the membrane(s) in the final, third stage are subjected to the highest TDS water, it is most likely to scale first and is the quickest to scale in the event the pretreatment for scale, be it a softener or an antiscalant chemical, quits working or is not properly maintained.
In a well-designed RO system, each membrane converts a maximum 15 percent of the water it is fed into permeate. The other 85 percent becomes the makeup water to the next membrane or, if no other membranes are present, a portion of the water is sent to drain while the remaining portion is fed back to the suction side of the feed pump. Recycling a portion of the wastewater and re-introducing it back into the suction side of the feed pump is a concept known as reject recycle. This saves a great deal of water but increases the feedwater TDS to the membrane because raw feedwater is now being blended with higher TDS wastewater.
Percent ionic rejection
When confirming the ionic rejection of a membrane, remember that the feedwater TDS is not the TDS of the water coming from the softener and carbon filter but the TDS of the water after the blending of the reject recycle with the feedwater. Depending on system design, a single-membrane RO system being fed 500-ppm TDS water operating at 50-percent recovery with reject recycle could have a blended membrane feedwater TDS of 750 ppm. To calculate the ionic rejection of a membrane, follow this formula:
(Membrane feedwater TDS – permeate water TDS) / membrane feedwater TDS x 100 = % ionic rejection
When checking the percent ionic rejection of a membrane against the membrane product data sheet, remember that membrane manufacturers’ tests are carried out under very specific parameters or standard conditions; pH, temperature, feedwater pressure, feedwater TDS and ion type (usually sodium chloride) are usually always noted on the product data sheet because each of these affects ionic rejection. Different ions have different rejection values. pH affects the ionic rejection of many ions. Temperature, feedwater pressure and TDS affect the flux rate or gpd per square foot of membrane material of a membrane. For example, you may notice that an RO system makes lower TDS water at higher feed pressure to the membrane than at lower feedwater pressures. This is because the ionic salt migration rate through a membrane is fairly constant; however, the higher feedwater pressure to the membrane causes more purified water to be created, thus diluting the inevitable ions in the permeate to a lower level, causing an overall lower permeate TDS. This has a direct impact on the percent ionic rejection of a membrane so standard test conditions have been established by membrane manufacturers to eliminate these variables.
Flux rates
The flux rate of an RO membrane is the amount of permeate water the membrane produces per square foot of membrane material per day (usually expressed as gfd or gallons per square foot per day). For example, common 4 x 40 membranes have an overall membrane square footage of 87 square feet. They are usually classified as 1,800-gpd membranes. To calculate the gfd flux rate of this membrane, divide the gallons per day by the square footage: 1,800 / 87 = 20.
Imagine this membrane is being operated at 20 gfd. Flux rates of membrane are limited by the SDI of the feedwater. SDI is the filter-plugging characteristic of water due to microfine sediment. All waters have different SDIs. Well water usually has lower SDIs and surface waters usually have higher, but not always. An SDI of one is better than an SDI of three. Above an SDI of three, particulate fouling of the membranes is more likely to occur at high flux rates. If that happens, lower the flux rate of the RO to 16 or 17 gfd by lowering the feedwater pressure to the membrane(s) and producing less permeate. In a multistage commercial RO system, like the one outlined in Example 2, not every membrane makes the same amount of permeate water.
The feedwater pressure to the membranes is highest in the first stage, lower in the second stage and lowest in the final, third stage. This is because with each stage, membrane feed-pressure loss occurs. The TDS of the membrane feedwater in the first stage is lower than the TDS of the membrane feedwater in the second and third stages because the second stage is fed with reject water from the first stage and the third stage is fed with reject water from the second stage. These two operational characteristics of multistage RO systems results in first-stage membranes operating at a higher flux rate than the second two stages. Depending on system design, particulate fouling can develop in first-stage membranes before the second and third due to the higher flux rate.
Membrane autopsy
Membranes can be cleaned by following the cleaning chemical manufacturers’ or membrane manufacturers’ guidelines. As a rule of thumb, if the membranes require up to 15-percent more feed pressure to make the same amount of permeate as when they were new or make up to 15-percent less permeate at the same feed pressure and temperature as when they were new, they can be cleaned. Exceeding either of the 15-percent benchmarks may mean the membranes may not respond well to cleaning.
Autopsying a membrane is helpful in determining what is causing scaling or fouling issues. I follow a simple procedure that can be very telling. Begin by making a shallow cut in the membrane’s outer wrapping from top to bottom. Remove the tape or fiberglass wrapping. Again make a shallow cut from top to bottom, this time through the first layer of the membrane. The membrane should now unroll like a roll of paper towels. Look at what is on the membrane surface. At this point, given water analysis results, you can begin to draw some conclusions. Red may indicate the presence of iron or clay, or both. Grey to black could indicate manganese (gray could also mean silt). Fine, loose powder could be silt. Hard grit (with a caked-on, sandpaper-like texture) is scale. Dry a section of the membrane with the scale, scrape up a sample of the scale and put hydrochloric acid on it. If it foams, it is possibly some sort of calcium or magnesium carbonate; this could mean the softening or antiscale pretreatment chemical is not working properly.
If the scale looks like sugar crystals and does not foam when hydrochloric acid is applied, it may be a calcium sulfate-based scale. Calcium is still required to make this form of scale so the softener could still be the problem. Collect more of this scale and soak it overnight in a small amount of deionized water. The next day, perform a hardness test on that deionized water that had the scale soaking in it to see if the hardness content has elevated above the original level of the deionized water. This indicates and confirms hardness scale is present. Is the membrane slimy? Let the membrane warm up to room temperature and smell it. Does it have a fishy smell? Microbiological fouling could be the problem.
With each of these tests, look back at the pretreatment responsible for addressing that issue. Is it functioning properly; is it sized properly? Then you can make the proper adjustments or add what component might is missing. Identifying the nature of the fouling will also aid in selecting the proper cleaning product for the membranes.
Conclusion
Reverse osmosis technology is a broad field with many real-world applications. Bottled water and food processing plants have incorporated RO systems into their facilities to ensure a more consistent product. Metal plating and finishing facilities are using RO water for washing, plating solutions and rinsing applications. Car washes employ RO systems to eliminate the majority of spot-forming minerals from water, to provide their customers with a spot-free rinse. Steam boilers using RO for make-up water realize energy savings by reducing blow-down frequency, which in turn, reduces chemical costs. Over the years, separate-bed deionization systems have been replaced by RO systems, eliminating on-site management of acid and caustic chemicals. Reverse osmosis has become a common fixture in restaurants, laboratories, hospitals and a wide range of manufacturing facilities. Continue to educate yourself in this area. Doing so will open doors for your business in both the sales and service arenas.
About the author
S Ryan Lessing is a Product Manager for Watts Water Quality and is based out of San Antonio, TX. He has worked in the water conditioning industry for 19 years and his background includes service, troubleshooting, equipment application and system design. Lessing can be reached by email at [email protected]





